

.
تطبيقات جهاز قياس الكرة / قضيب الاختبار RTCP لآلات الخمسة محاور
وقت الإصدار:
2023-06-27
RTCP، في أنظمة التحكم الرقمي ذات الخمسة محاور المتطورة، يُعتبر RTCP هو مركز أداة الدوران، وهو ما يُعرف عادةً بوظيفة تتبع نقطة طرف الأداة. في المعالجة ذات الخمسة محاور، عند السعي لتحقيق مسار نقطة طرف الأداة ووضع الأداة بالنسبة للقطعة، يحدث بسبب الحركة الدورانية حركة إضافية لنقطة طرف الأداة. غالبًا ما لا تتطابق نقطة التحكم التي يتحكم بها نظام التحكم الرقمي مع نقطة طرف الأداة، لذا يجب على نظام التحكم الرقمي تصحيح نقطة التحكم تلقائيًا لضمان حركة نقطة طرف الأداة وفقًا للمسار المحدد بالأوامر. في الصناعة، تُعرف هذه التقنية أيضًا بوظائف TCPM، TCPC أو RPCP. في الواقع، تعريف وظائف هذه الأسماء مشابه لوظيفة RTCP، ومن الناحية الصارمة، فإن وظيفة RTCP تُستخدم في هيكل رأس مزدوج، حيث يتم استخدام نقطة دوران رأس الأداة لإجراء التعويض. بينما تُستخدم وظيفة RPCP بشكل رئيسي في آلات الدوران المزدوجة، حيث يتم تعويض التغيرات في إحداثيات المحور الخطية الناتجة عن دوران القطعة. في الواقع، جميع هذه الوظائف تهدف إلى الحفاظ على نقطة مركز الأداة ونقطة الاتصال الفعلية بين الأداة وسطح القطعة دون تغيير.
RTCP، في أنظمة التحكم الرقمي ذات الخمسة محاور المتطورة، يُعتبر RTCP هو نقطة مركز الأداة المدورة، وهو ما يُعرف عادةً بوظيفة تتبع نقطة طرف الأداة.


أداة قياس الكرة من رينيشاو (Renishaw) أداة اختبار الكرة من دايبولد (Diebold)
وظيفة RTCP، من الناحية الأساسية، تغير بشكل رئيسي عملية حساب التداخل.
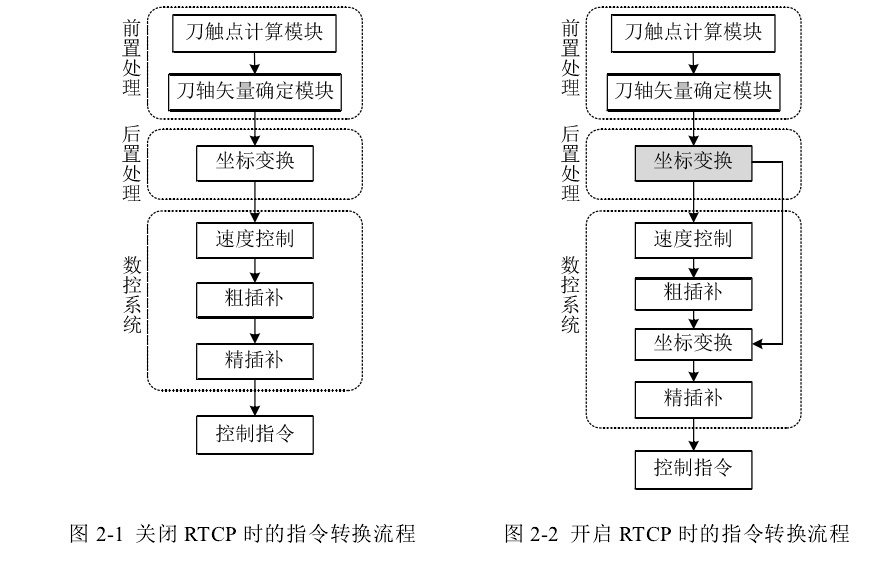
في المعالجة ذات الخمسة محاور، عند السعي لتحقيق مسار نقطة طرف الأداة ووضع الأداة بالنسبة للقطعة، بسبب الحركة الدورانية، تحدث حركة إضافية لنقطة طرف الأداة. غالبًا ما لا تتطابق نقطة التحكم في النظام الرقمي مع نقطة طرف الأداة، لذلك يجب على النظام الرقمي تصحيح نقطة التحكم تلقائيًا لضمان حركة نقطة طرف الأداة وفقًا للمسار المحدد. هناك أيضًا من يسمي هذه التقنية TCPM أو TCPC أو RPCP وغيرها من الوظائف. في الواقع، تعريف وظائف هذه الأسماء مشابه لوظيفة RTCP، من الناحية الصارمة، فإن وظيفة RTCP تُستخدم في هيكل الرأس المزدوج، حيث يتم استخدام نقطة مركز دوران الرأس لإجراء التعويض. بينما تُستخدم وظيفة RPCP بشكل رئيسي في آلات الدوران المزدوج، حيث يتم تعويض التغيرات في إحداثيات المحور المستقيم الناتجة عن دوران القطعة. في الواقع، هذه الوظائف جميعها تهدف إلى الحفاظ على نقطة مركز الأداة ونقطة الاتصال الفعلية بين الأداة وسطح القطعة دون تغيير.
الآلات التي تمتلك تقنية RTCP (المعروفة في الصناعة باسم آلات الخمسة محاور الحقيقية)، لا يحتاج المشغل إلى محاذاة القطعة بدقة مع محور دوران الطاولة، يمكن تثبيتها بشكل عشوائي، وتقوم الآلة بتعويض الانحراف تلقائيًا، مما يقلل بشكل كبير من الوقت المساعد، بينما يزيد من دقة المعالجة. كما أن معالجة ما بعد الإنتاج بسيطة، يكفي إخراج إحداثيات نقطة طرف الأداة والاتجاه. من الناحية الهيكلية، تتضمن آلات التحكم الرقمي ذات الخمسة محاور بشكل رئيسي هيكل الرأس المزدوج، والطاولة الدوارة المزدوجة، ورأس واحد وطاولة واحدة.
لنأخذ نظام التحكم الرقمي المتطور ذو الخمسة محاور مع الطاولة الدوارة المزدوجة كمثال، لنقدم شرحًا تفصيليًا لوظيفة RTCP.
في آلات الخمسة محاور، يتم تعريف مفهوم المحور الرابع والخامس: في هيكل الطاولة الدوارة المزدوجة، تؤثر حركة المحور الرابع على وضع المحور الخامس، بينما لا يمكن لحركة المحور الخامس التأثير على وضع المحور الرابع. المحور الخامس هو إحداثيات الدوران على المحور الرابع.
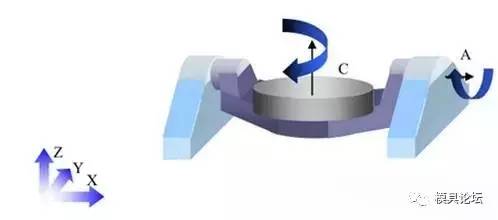
كما هو موضح في الصورة أعلاه، المحور الرابع للآلة هو المحور A، والمحور الخامس هو المحور C. يتم وضع القطعة على الطاولة الدوارة للمحور C. عندما يدور المحور الرابع A، نظرًا لأن المحور C مثبت على المحور A، فإن وضع المحور C سيتأثر أيضًا. وبالمثل، بالنسبة للقطعة الموضوعة على الطاولة الدوارة، إذا قمنا ببرمجة القطع بناءً على مركز الأداة، فإن تغير إحداثيات الدوران سيؤدي حتمًا إلى تغير إحداثيات المحاور المستقيمة X وY وZ، مما ينتج عنه إزاحة نسبية. ولإزالة هذه الإزاحة، يجب على الآلة تعويضها، ووظيفة RTCP هي التي تم إنشاؤها لإزالة هذا التعويض.
كيف تقوم الآلة بتعويض هذه الإزاحة؟ دعونا نحلل كيف تحدث هذه الإزاحة.
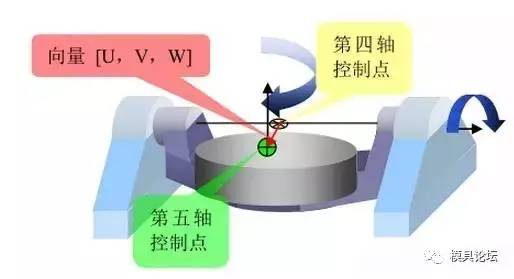
وفقًا لما ذُكر سابقًا، نعلم أن الإزاحة في إحداثيات المحاور المستقيمة ناتجة عن تغير إحداثيات المحور الدوراني. لذلك، فإن تحليل مركز دوران المحور الدوراني يصبح مهمًا للغاية. بالنسبة لآلات الطاولة الدوارة المزدوجة، عادةً ما تكون نقطة التحكم للمحور C، وهو المحور الخامس، في مركز دوران سطح العمل للآلة. بينما عادةً ما يتم اختيار منتصف محور المحور الرابع كنقطة تحكم.
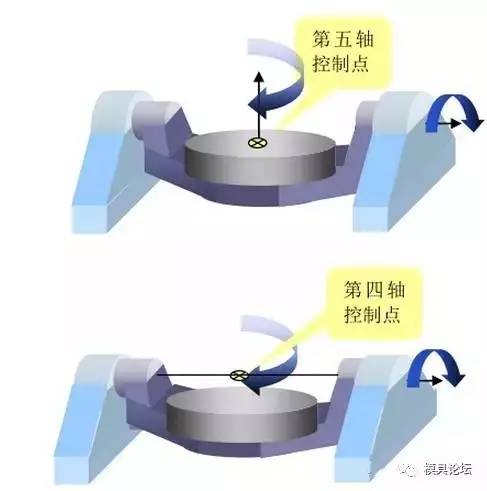
يحتاج النظام الرقمي لتحقيق التحكم في الخمسة محاور إلى معرفة العلاقة بين نقطة التحكم للمحور الخامس ونقطة التحكم للمحور الرابع. أي في الحالة الأولية (موضع المحور A وC للآلة عند 0)، تكون نقطة التحكم للمحور الرابع هي نقطة الأصل في نظام إحداثيات دوران المحور الرابع، وموقع نقطة التحكم للمحور الخامس هو المتجه [U، V، W]. كما يحتاج أيضًا إلى معرفة المسافة بين محوري A وC. بالنسبة لآلات الطاولة الدوارة المزدوجة، كما هو موضح في الصورة أدناه.
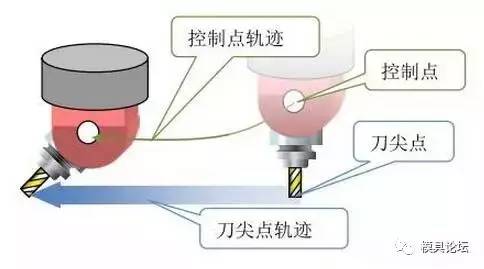
يمكنكم أن تروا أنه بالنسبة للآلات التي تمتلك وظيفة RTCP، يقوم النظام التحكم بالحفاظ على مركز الأداة دائمًا في الموقع المبرمج. في هذه الحالة، تكون البرمجة مستقلة، ولا تتعلق بحركة الآلة. عندما تقوم ببرمجة الآلة، لا تحتاج إلى القلق بشأن حركة الآلة وطول الأداة، كل ما تحتاج إلى التفكير فيه هو الحركة النسبية بين الأداة والقطعة. ستقوم نظام التحكم بإكمال العمل المتبقي نيابةً عنك. على سبيل المثال:
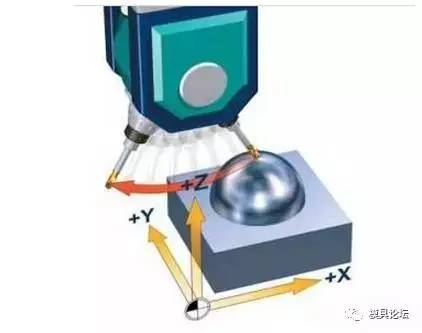
كما هو موضح في الصورة أعلاه، في حالة عدم وجود وظيفة RTCP، لا يأخذ النظام التحكم في الاعتبار طول الأداة. تدور الأداة حول مركز المحور. ستخرج نقطة الطرف من موقعها ولن تبقى ثابتة.
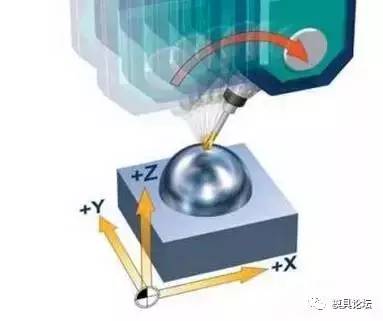
كما هو موضح في الصورة أعلاه، في حالة وجود وظيفة RTCP، يقوم النظام التحكم بتغيير اتجاه الأداة فقط، بينما تبقى موضع نقطة الطرف ثابتًا. تم حساب الحركة التعويضية الضرورية على المحاور X وY وZ تلقائيًا.
كيف تحل آلات الخمسة محاور وأنظمة التحكم الرقمي التي لا تمتلك RTCP مشكلة إزاحة إحداثيات المحاور المستقيمة؟ نعلم أن العديد من آلات التحكم الرقمي ذات الخمسة محاور في البلاد تعتبر آلات مزيفة، وما يُعرف بالآلات المزيفة هو أنها لا تمتلك وظيفة RTCP. الفرق بين الآلات الحقيقية والمزيفة ليس في الشكل أو في ما إذا كانت المحاور الخمسة متصلة، حيث يمكن للآلات المزيفة أيضًا القيام بالحركة المتزامنة للخمس محاور. الفرق الرئيسي بين الآلات المزيفة والحقيقية هو أنها لا تمتلك خوارزمية RTCP الحقيقية، مما يعني أن البرمجة للآلات المزيفة تحتاج إلى أخذ طول محور الدوران وموقع الطاولة الدوارة في الاعتبار. وهذا يعني أنه عند البرمجة باستخدام نظام التحكم الرقمي للآلات المزيفة، يجب الاعتماد على تقنيات البرمجة CAM ومعالجة ما بعد الإنتاج، وتخطيط مسار الأداة مسبقًا.
لنفس الجزء، إذا تم تغيير الآلة أو الأداة، يجب إعادة برمجة CAM ومعالجة ما بعد الإنتاج. كما أن آلات الخمسة محاور المزيفة تحتاج إلى ضمان أن القطعة في مركز دوران سطح العمل عند تثبيتها، مما يعني أن ذلك يتطلب الكثير من الوقت للضبط والتثبيت، ولا يمكن ضمان الدقة. حتى عند القيام بالمعالجة التقسيمية، تكون الآلات المزيفة أكثر تعقيدًا. بينما تحتاج الآلات الحقيقية فقط إلى إعداد نظام إحداثيات واحد، وتحتاج إلى ضبط الأداة مرة واحدة فقط، ويمكنها إكمال المعالجة.
تعتمد الآلات المزيفة على تقنيات معالجة ما بعد الإنتاج، لتوضيح العلاقة بين مركز المحور الرابع والخامس للآلة، لتعويض إزاحة المحور الدوراني عن إحداثيات المحاور المستقيمة. البرنامج الناتج CNC X وY وZ ليس مجرد نقاط قريبة من البرمجة، بل يتضمن أيضًا التعويض الضروري على المحاور X وY وZ. هذه المعالجة تؤدي إلى عدم كفاية دقة المعالجة، وانخفاض الكفاءة، والبرامج الناتجة ليست ذات طابع عام، وتكاليف العمالة المطلوبة مرتفعة جدًا. بالإضافة إلى ذلك، نظرًا لاختلاف معلمات الدوران لكل آلة، يجب أن يكون هناك ملف معالجة ما بعد الإنتاج مطابق، مما يسبب الكثير من الإزعاج للإنتاج. علاوة على ذلك، فإن البرامج الناتجة عن الآلات المزيفة لا يمكن تعديلها، مما يجعل البرمجة اليدوية للخمس محاور أمرًا شبه مستحيل.
أيضًا، بسبب عدم وجود وظيفة RTCP، فإن العديد من الوظائف المتقدمة ذات الخمسة محاور المشتقة منها لا يمكن استخدامها، مثل وظيفة تعويض الأداة ذات الخمسة محاور. في الواقع، بالنسبة لآلات الخمسة محاور، فهي مجرد أداة لتحقيق نتائج المعالجة، ولا يوجد فرق بين الحقيقي والمزيف. الأهم هو أن تقنيتنا تحدد الطريقة التي نستخدمها في المعالجة، وبالمقارنة، فإن آلات الخمسة محاور الحقيقية تتمتع بتكلفة فعالة أعلى.
الأخبار ذات الصلة
دان الجديد

شركة Nanjing Arrow Chushi Industry and Trade Co. ، Ltd.
الهاتف:+ 86 025 84958290
العنوان: رقم 105 ، المبنى 8 ، المنطقة 8 ، سوق Lingxin ، منطقة Jiangning ، Nanjing
روابط ودية:متجر علي الطبيب بالقطع