

.
تحليل مشبك أداة الثقب: مفتاح تحسين دقة معالجة الثقوب الداخلية
وقت الإصدار:
2024-09-20
تحليل مشبك المثقاب: مفتاح تحسين دقة معالجة الثقوب الداخلية
لقد تم استخدام مشابك الأدوات الصغيرة المزودة بموصلات قابلة للتدوير في أدوات القطع لسنوات عديدة. في بيئة التصنيع الحديثة، تحتل مشابك الأدوات الصغيرة مكانة في أدوات الحفر، والتشغيل، والتفريز، والحفر. هناك العديد من الأسباب لشعبية مشابك الأدوات الصغيرة في ورش العمل:
- عندما تكون هناك حاجة لموقع إدخال أكثر دقة، تسمح مشابك الأدوات الصغيرة بتعديل الأداة. كعنصر مستقل، يمكن لمشبك الأدوات الصغيرة التحرك بدقة مع العناصر القطعية الأخرى للأداة لتعويض العيوب في عملية التصنيع.
- يمكن أن تحمي العلبة الأدوات باهظة الثمن. الاصطدام هو نمط فشل شائع في عمليات القطع. حتى في بيئات التحقق المحسنة بواسطة أنظمة CAD/CAM الحديثة، ومع استخدام أنظمة مراقبة الأدوات، لا يزال هناك احتمال كبير لحدوث اصطدام بين الجزء القاطع للأداة وقطعة العمل. يمكن أن تمنع موضع العلبة جميع "الإساءة" وتحمي جسم الأداة من الأضرار الجسيمة.
- تستخدم مشابك الأدوات الصغيرة مكونات قياسية مصنوعة من قبل عدة موردين في السوق المفتوحة، مما يقلل من تكاليف القوالب.
- تستخدم مشابك الأدوات الصغيرة فولاذ سبائك عالي الجودة تم معالجته حرارياً بشكل مناسب، مما يجعل مادة الأداة أكثر نعومة وخفة، وبالتالي تحسين جودة الأداة.
- تسمح مشابك الأدوات الصغيرة للمستخدمين بإنشاء عدة مواقع على أداة واحدة، بحيث يمكن دمج العديد من العمليات المختلفة في مسار واحد. تلعب هذه القدرة دورًا مهمًا في زيادة معدل إزالة المواد، خاصة في الإنتاج الضخم.
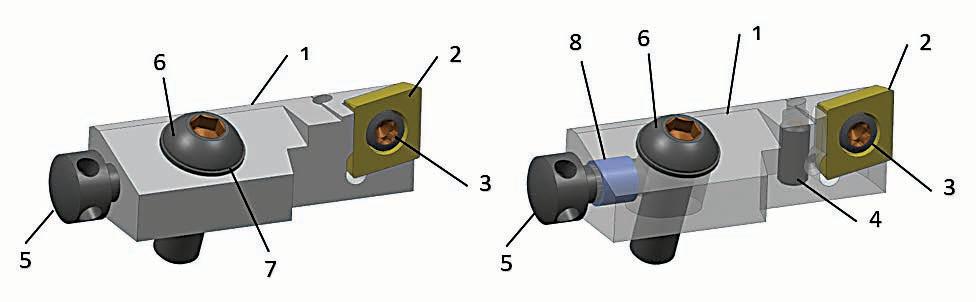 الشكل 1:تصميم مشبك أدوات صغير نموذجي كما هو موضح في معيار ISO 5611
الشكل 1:تصميم مشبك أدوات صغير نموذجي كما هو موضح في معيار ISO 5611
يتضمن التصميم النموذجي لعلبة ISO 5611 (انظر الشكل 1) ما يلي:
1. جسم صلب مصنوع من فولاذ سبائك معالج حرارياً؛ 2. موصلات قطع مصنوعة من كربيد صلب أو سيراميك أو مواد قطع فائقة الصلابة مثل PCD أو CBN؛ 3. براغي تثبيت الموصلات؛ 4. براغي بدون غطاء؛ 5. براغي ضبط محورية؛ 6. براغي تثبيت العلبة؛ 7. حلقات؛ 8. عناصر تثبيت خيطية اختيارية أو حلقات لولبية.
لا يحدد المعيار نفسه تصميم العلبة، بل يحدد فقط الأبعاد الرئيسية. ومع ذلك، على مر الزمن، اجتمع مصنعون مختلفون لإنشاء تصميم رئيسي، وهذا هو السبب في أن جميع العلب تبدو متشابهة اليوم.
على مدى الثلاثين عامًا الماضية، حقق المصنعون تحسينات كبيرة في تصميم وأداء آلات التشغيل. أصبحت المغازل أسرع وأكثر صلابة. أصبحت الدقة أعلى. حسنت أنظمة الاتصال وجمع البيانات من كفاءة وإنتاجية الآلات. كما تم تحقيق العديد من الاختراقات المماثلة في تطوير أنواع جديدة من كربيد الصلب ومواد القطع فائقة الصلابة. لكن تصميم أدوات القطع - خاصة الأدوات التي تستخدم مشابك الأدوات الصغيرة ISO - لا يزال متخلفًا عن هذا التقدم في مجالات الصناعة الأخرى.
تم تحديث المعيار الرئيسي لأنواع وأحجام مشابك الأدوات الصغيرة ISO 5611 (مشبك أدوات صغير، النوع A، موصلات قابلة للتدوير - الأبعاد) بشكل كبير في عام 2015، وهو الآن يتكون من 12 معيارًا فرعيًا، من ISO 5611-1:2015 إلى ISO 5611-12:2015. مستمد من المعيار الألماني DIN 4985.
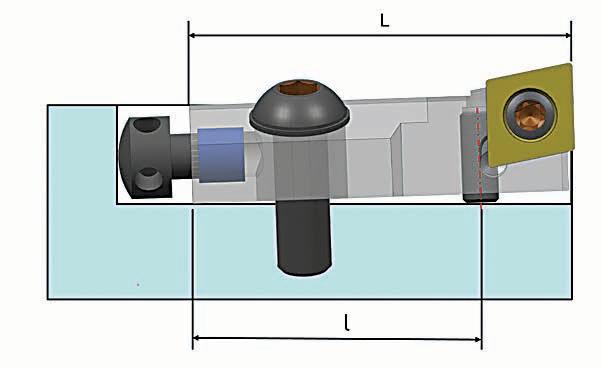
الشكل 2:مشبك أدوات صغير مثبت عادة وفقًا لمعيار ISO 5611
هناك عدة عوامل تعتبر قديمة بشكل خاص (انظر الشكل 2) وتحرمان الآلات من الإنجازات:
- يمكن أن يؤدي استخدام براغي تثبيت ذات مسافات خيطية كبيرة إلى إنتاج دقة ضبط أقل من المتطلبات الحديثة. على سبيل المثال، بالنسبة للعلبة 10CA (10 = المسافة من حافة القطع، بوحدات المليمتر؛ C للعلبة؛ A للنمط A)، يكون قطر الخيط M4، والمسافة تساوي 0.7 مم. وهذا يعني أنه لإكمال دورة واحدة من البرغي، ستتحرك العلبة شعاعيًا بمقدار 0.7 مم.
- تقلل نسبة L/l>>1 من دقة الضبط.
- نظرًا لصلابة الجسم، يمكن تحقيق الضبط فقط عن طريق شد براغي التثبيت 6 (انظر الشكل 1). في الممارسة العملية، تعمل البراغي الصغيرة 4 مع البراغي الكبيرة 6 بشكل متقابل (انظر الشكل 2).
- نظرًا لوجود فجوة بين جسم العلبة وقاعدة العلبة، فإن الجسم لا يوفر دعمًا قويًا تحت تأثير قوة القطع.
تؤدي هذه العيوب إلى عملية ضبط معقدة تتطلب تكرارًا عدة مرات. لضبطها، عادة ما يطبق المشغل عزم دوران مخفض على براغي التثبيت 6 (انظر الشكل 1). ثم يقوم بتشغيل برغي الضبط 4 ويثبت برغي التثبيت 6 إلى المواصفات المطلوبة. في هذه العملية، يتشوه الجسم قليلاً، ويتغير الموقع المستهدف للموصل. من هذه النقطة، يعتمد كل شيء على خبرة المشغل. بعض المشغلين يبدأون من جديد عن طريق فك برغي التثبيت، بينما يستخدم آخرون براغي شعاعية لضبط موضع حافة القطع. لا يمكن التنبؤ بمدى تشبث البراغي الشعاعية ببراغي التثبيت. حجم أدوات السداسي أو عزم الدوران المستخدمة في تشغيل البراغي صغير جدًا، وقد لا يكون كافيًا للتغلب على الاحتكاك.
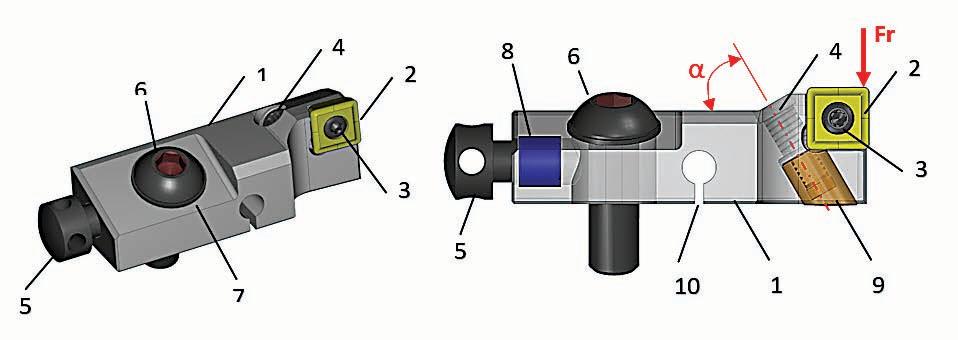 الشكل 3:مفهوم ضبط دقيق لمشبك الأدوات الصغيرة هو تفصيلي. (Fr هو قوة القطع الشعاعية.) الشكل يوضح حجر السهم.
الشكل 3:مفهوم ضبط دقيق لمشبك الأدوات الصغيرة هو تفصيلي. (Fr هو قوة القطع الشعاعية.) الشكل يوضح حجر السهم.
لحل عيوب التصميم التقليدي، طورت شركة حجر السهم مفهوم علبة (انظر الشكل 3) تجمع بين العلبة الجديدة والتقنيات المتقدمة في مجال الآلات.
كما هو موضح في الشكل 3، تم بناء هذا الشريط المغناطيسي الجديد على منصة جسم مرن 1. يتم تثبيت العنصر 2 بواسطة براغي 3 في الجزء الأمامي من الشريط المغناطيسي. براغي التثبيت 6 مع حلقات 7 ومثبتات خيطية 8 مشابهة للتصميم الأصلي. التغيير في قواعد اللعبة هو دمج براغي تفاضلية 4 وحشوات دفع 9. يتم تصنيع الخيوط على البراغي التفاضلية من نفس الرصاص، ولكن مع خطوات مختلفة. على سبيل المثال، يمكن أن يكون أحد الخيوط M4 مم، بينما يمكن أن يكون الآخر M4.25 مم. وهذا يجعل الخطوة 0.25 مم، وهي أصغر بكثير من التصميم التقليدي (0.7 مم).
علاوة على ذلك، يتم وضع برغي الضبط الشعاعي 4 بزاوية a = 60 درجة، لتحقيق دقة ضبط إضافية. تبلغ دقة الضبط الفعلية لعلبة 10CA 0.019 مم (0.0007 بوصة) لكل دورة من برغي الضبط بزاوية 90 درجة. في التطبيقات العملية، يمكن للمشغل ضبط موضع حافة القطع بدقة تصل إلى 0.001 مم (0.00004 بوصة).
ميزة أخرى لحشوة الدفع هي أنها توفر دعمًا قويًا في المنطقة التي تؤثر فيها القوة القطعية (Fr) بشكل شعاعي، وتقلل من نسبة L/l (انظر الشكل 4).
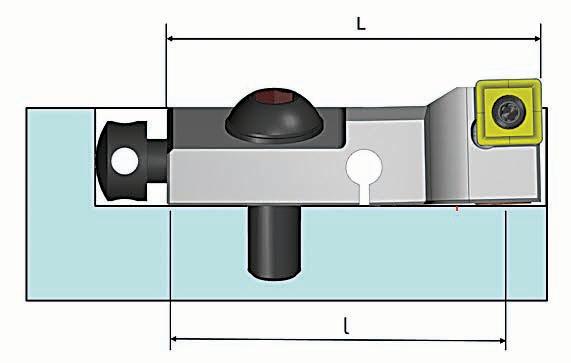 الشكل 4:تركيب عادي لمشبك السكين المحسن.
الشكل 4:تركيب عادي لمشبك السكين المحسن.
تتميز هذه التصميم بمرونة جسم المخزن، التي تتشكل بواسطة الأخاديد 10 (انظر الشكل 3). يتطلب ويسمح بالحفاظ على تحميل مسبق ثابت بين جسم المخزن وأداة القطع الرئيسية. أحد الآثار الإيجابية لذلك هو اقتران تفاضلي بدون ارتداد، مما يسمح بإجراء تعديلات سلسة في الاتجاهين العلوي والسفلي. أثناء إجراء التعديلات، لا حاجة لفك براغي المخزن. هذا يقلل بشكل كبير من وقت الصيانة، مما يجعل الأداة أكثر إنسانية.
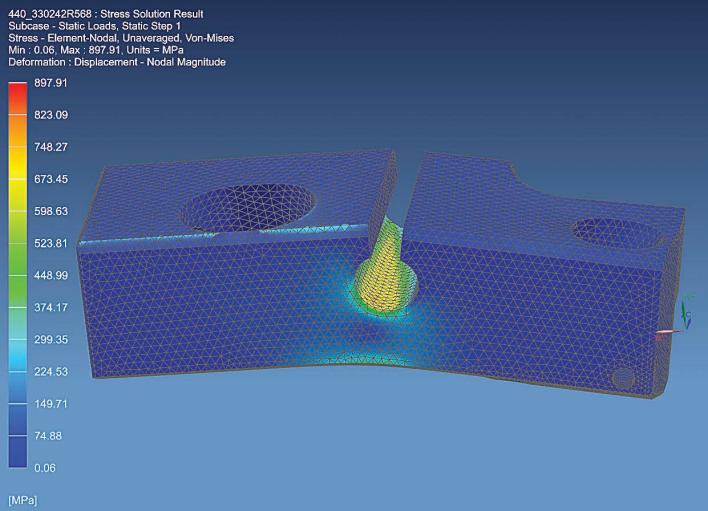
الشكل 5:تظهر إجهادات فون ميسيس في منطقة الأخاديد عند أقصى تشوه.
عند حساب التحميل المسبق الاسمي لجسم المخزن، أخذت Arrow Stone في الاعتبار العوامل التالية:
- التشوه الإضافي الأقصى هو 0.2 مم (0.008") لتعويض تآكل حافة القطع.
- تأثير القوة الطرد المركزي على التطبيقات عالية السرعة - على سبيل المثال، معالجة الألمنيوم باستخدام مكونات PCD.
- أقصى إجهاد على المقطع العرضي الحرج للجسم (انظر الشكل 5).
خلال العملية بأكملها، لتعويض تآكل حجم حافة القطع، يجب زيادة التشوه في الجزء الأمامي من المخزن إلى الحد الأقصى. الهدف من التصميم هو الحفاظ على المخزن ضمن نطاق التشوه الخطي، لمنع الفشل الناتج عن التعب. بعد فهرسة المخزن المتآكل وضبطه إلى الحجم الاسمي، ينخفض الإجهاد تلقائيًا إلى الحجم الاسمي.
في حالة المعالجة عالية السرعة، يتم استخدام القوة الطرد المركزي في الجزء الأمامي من الأسطوانة وفقًا للمعادلة (1):
Fc = 0.01097 m r nrpm2 (1) 2465
حيث
m = الكتلة (كيلوغرام)
r = نصف قطر الكتلة المركزية (بالمتر)
nrpm = عدد الدورات في الدقيقة
تظهر صورة توضيحية لآلة الحفر متعددة الأسطح النموذجية كما هو موضح في الشكل 6، حيث يقوم المكون الأمامي بأداء عمليات الخشونة، بينما تكمل المكونات الأخرى عمليات التشطيب والتشذيب.
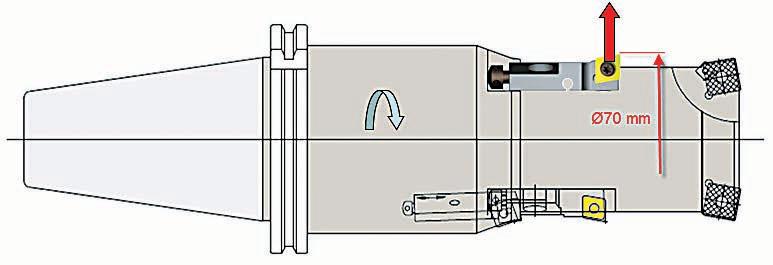 الشكل 6: واحدآلة حفر متعددة المواقع عادية، مع نظام تبريد داخلي شامل مزود بصندوق ضبط دقيق.
الشكل 6: واحدآلة حفر متعددة المواقع عادية، مع نظام تبريد داخلي شامل مزود بصندوق ضبط دقيق.
توضح سرعة الدوران nrpm الممثلة بقوة 2 أهمية مراعاة تأثير القوة الطرد المركزي على التحميل المسبق الاسمي للمخزن. من ناحية، تقلل القوة الطرد المركزي التحميل المسبق من خلال محاولة "رفع" الجزء الأمامي من المخزن عن الحامل. من ناحية أخرى، تزيد القوة الطرد المركزي من إجهاد الأجزاء الحرجة. على سبيل المثال، إذا كانت هذه الأداة تدور بسرعة nrpm = 8، فإن كتلة الجزء الأمامي عند 0 rpm هي m = 0.0199 kg، فإن القوة الطرد المركزي ستصل إلى 489N (110 رطل).
استنادًا إلى تحليل هندسي عميق، أنشأت Arrow Stone قيودًا هندسية جديدة لمشبك السكين، مع الالتزام بمتطلبات معيار ISO 5611. التصميم الجديد قابل للتبادل تمامًا مع الأصلي وقد تم إثباته في الميدان.
أظهرت تحليلات تطبيقات Arrow Stone أنه في مشبك السكين من النوع 10 CA بطول L = 50 مم، وارتفاع F = 14 مم، وارتفاع حافة القطع H = 10 مم، يمكن إكمال 75% من عمليات التشطيب. كما حددت الشركة ثلاثة أنواع رئيسية من مشابك السكين العامة التي يمكن أن تلبي معظم التطبيقات. كما تتوفر أنواع وأحجام أخرى من مشابك السكين وفقًا لمعيار ISO 5611.
توصي Arrow Stone باستخدام الفواصل المعالجة حراريًا حتى 60 HRC كلما كان ذلك ممكنًا. يمكن أن يؤدي ذلك إلى تحسين عمر الأداة بشكل كبير من خلال منع حدوث أي تشوه بلاستيكي في منطقة الاتصال بين قاع الأخاديد وكتلة الدفع 9. (انظر الشكل 3.)
ميزة أخرى للفواصل هي القدرة على طحن سمكها لتكييف المخزن مع أقطار الثقوب المختلفة، بالإضافة إلى القدرة على استخدام مواد أخف وأكثر ليونة مثل الألمنيوم والمغنيسيوم وألياف الكربون في جسم الأداة. تمتص الفواصل الضغط العالي أثناء عملية القطع، وتوفر الحماية لجسم القطع. للسماح بتدفق سائل التبريد بحرية، تحتوي الفواصل على منطقة عازلة.
يمكن تلخيص المزايا الرئيسية لتصميم مشبك السكين الدقيق الجديد الحاصل على براءة اختراع كما يلي: يتوافق مشبك السكين مع متطلبات معيار ISO 5611، مع دقة ضبط عالية تصل إلى 0.001 مم؛ لا يوجد ارتداد في نظام الضبط؛ لا حاجة لفك مشبك السكين أثناء الضبط؛ نطاق كافٍ يبلغ 0.2 مم لتعويض تآكل حافة القطع؛ مشبك السكين الداعم تحت حافة القطع يتمتع باستقرار عالٍ.
يرتقي هذا التصميم الجديد بالمنتج إلى المستوى التكنولوجي للآلات الحديثة، حيث يمكن أن يؤدي استخدام مشبك السكين الجديد في العمليات الحالية إلى مضاعفة عمر الأداة وتحسين تجربة المستخدم النهائية بشكل كبير.
الحالات ذات الصلة
دان الجديد

شركة Nanjing Arrow Chushi Industry and Trade Co. ، Ltd.
الهاتف:+ 86 025 84958290
العنوان: رقم 105 ، المبنى 8 ، المنطقة 8 ، سوق Lingxin ، منطقة Jiangning ، Nanjing
روابط ودية:متجر علي الطبيب بالقطع