

.
كتلة محرك
وقت الإصدار:
2022-04-18
هذه هي أداة التجربة المحسنة.
هدف العميل:
1، تحسين نعومة المنتجات الحالية، ومشاكل الشوائب.
2، زيادة كفاءة الإنتاج.
3، توفير التكاليف.
نتائج التجربة;
1، نعومة المنتج مثالية، وتم حل مشكلة الشوائب.
2، زيادة الكفاءة بنسبة حوالي 25%.
3، تكلفة الإنتاج متساوية تقريبًا.
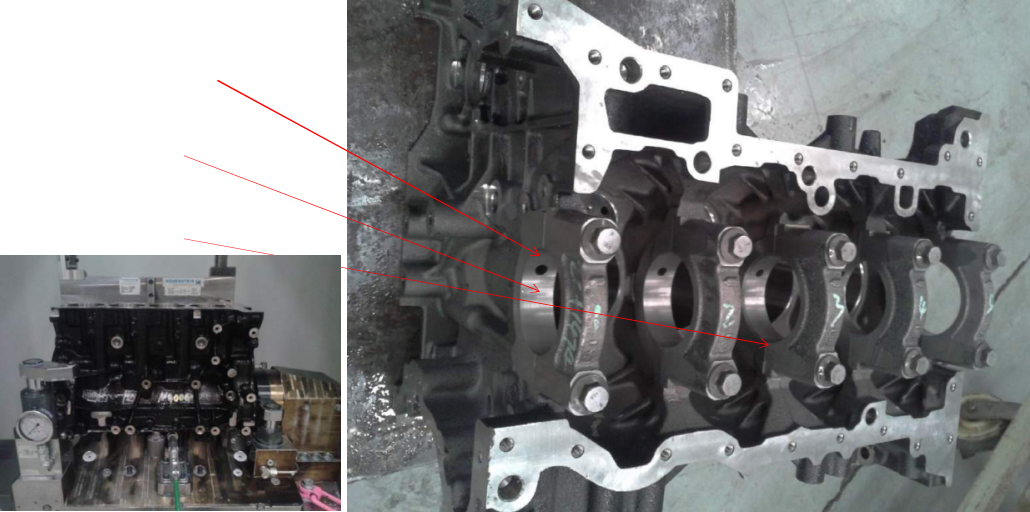
معالجة ثقوب الأسطوانة
العميل: شركة سيارات معينة.
القطعة: جسم PUMA2.2/2.4.
المادة: GG25.
معدات المعالجة: Starragheckert. HEC500



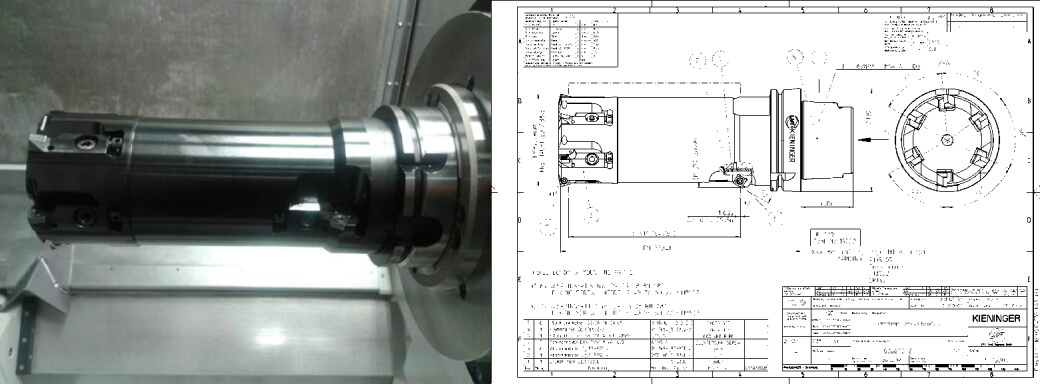

معالجة ثقوب العمود المرفقي.
محتوى المعالجة:
معالجة ثقوب العمود المرفقي بدقة نصفية.

معالجة سطح الدفع لثقوب العمود المرفقي.
Fz=0.2. F=56mm/min.

معالجة ثقوب العمود المرفقي بدقة.
تستخدم أداة الحفر نصف الدائرية من KIEINIGER، مقارنةً بوحدات الحفر التقليدية، مما يوفر قوة مقطع أفضل لعمود الحفر، وبالتالي تعزيز صلابة العمود.

الحالات ذات الصلة
دان الجديد

شركة Nanjing Arrow Chushi Industry and Trade Co. ، Ltd.
الهاتف:+ 86 025 84958290
العنوان: رقم 105 ، المبنى 8 ، المنطقة 8 ، سوق Lingxin ، منطقة Jiangning ، Nanjing
روابط ودية:متجر علي الطبيب بالقطع