

.
حلول إدارة ذكية لمقابض شريحة RFID
وقت الإصدار:
2023-06-27
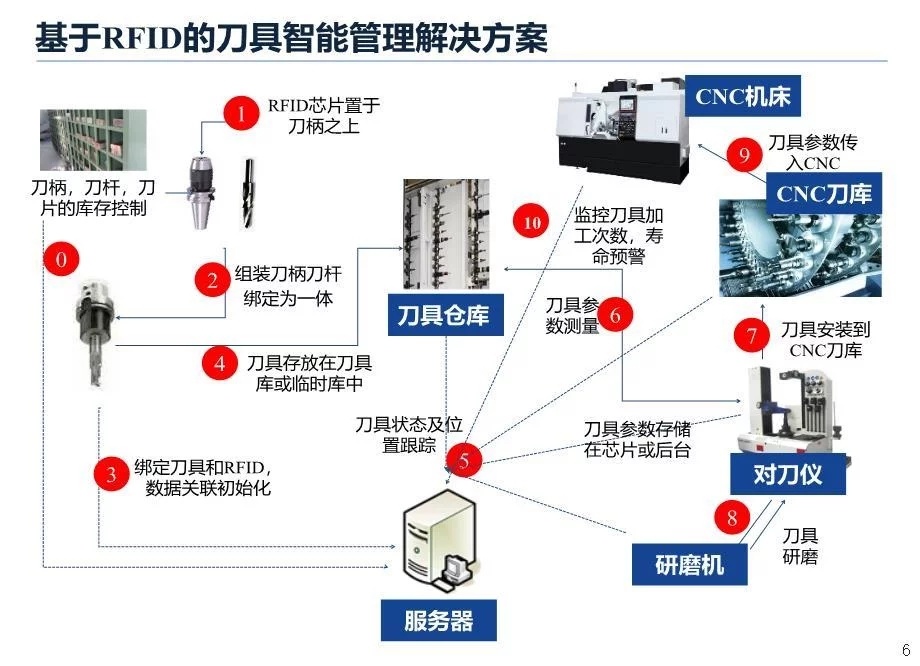
تعتبر تقنية RFID واحدة من تقنيات التعرف التلقائي غير التلامسية التي ظهرت في التسعينيات من القرن العشرين، وتتميز بالمسح السريع، والحجم الصغير، ومقاومة التلوث، والمتانة، وإمكانية إعادة الاستخدام، والقدرة على الاختراق، والقراءة بدون حواجز، وسعة تخزين البيانات الكبيرة، والأمان العالي. لذلك، لديها إمكانيات تطبيق هائلة في جمع بيانات الإنتاج، والمراقبة، ونقل البيانات. تستند هذه المقالة إلى تقنية الترددات الراديوية، حيث يتم تثبيت شريحة RFID على مقبض الأداة، مما يحقق جمع وإدارة معلومات الأداة، ويقلل من تكاليف الإنتاج الشاملة.
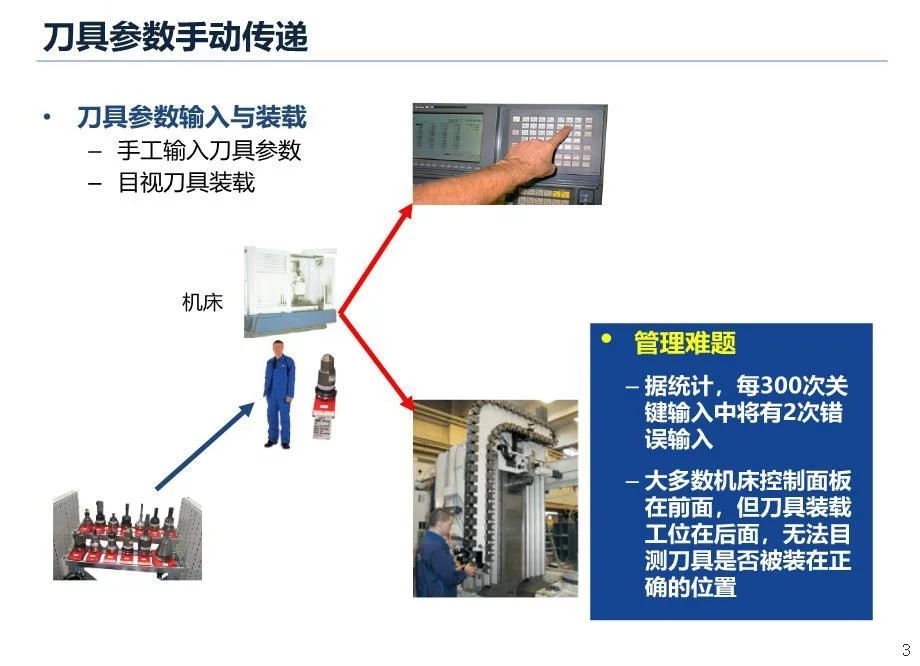
أصبحت آلات التحكم الرقمي بالكمبيوتر معدات رئيسية في ورش المعالجة الميكانيكية، حيث يمكن أن يصل عدد أدوات القطع في ورش المعالجة الصغيرة إلى آلاف الأدوات، بالإضافة إلى الأجزاء المرافقة، ليصل العدد الإجمالي إلى أكثر من عشرة آلاف أداة، مع وجود مئات الأنواع. مع الزيادة الحادة في عدد وأنواع الأدوات، تتواجد أنواع وأحجام مختلفة من الأدوات القياسية وغير القياسية في ورش الإنتاج، حيث تتدفق وتبادل العديد من الأدوات بشكل متكرر بين مخازن الأدوات وآلات التشغيل. تعتمد ورش المعالجة المحلية حاليًا على الطرق اليدوية وإدارة أدوات القطع باستخدام الرموز الشريطية الورقية. الرموز الشريطية الورقية عرضة للتلف في بيئات الزيت، وعمر الأداة يعتمد فقط على الحكم التجريبي. بسبب نقص الأدوات، تتوقف العديد من عمليات المعالجة، ويحتاج مشغلو الآلات إلى قضاء وقت طويل في البحث عن الأدوات. مع زيادة أنواع آلات التحكم الرقمي بالكمبيوتر وأنواع المنتجات الجديدة، لم تعد حلول إدارة الأدوات الحالية تلبي الاحتياجات، لذا تم إدخال تقنية الترددات الراديوية اللاسلكية (RFID).
تعتبر تقنية RFID نوعًا من تقنيات التعرف التلقائي غير التلامسية التي ظهرت في التسعينيات من القرن الماضي، وتتميز بالمسح السريع، والحجم الصغير، ومقاومة التلوث، والمتانة، وإمكانية إعادة الاستخدام، والقدرة على القراءة بدون حواجز، وسعة تخزين البيانات الكبيرة، والأمان العالي، مما يجعل لها إمكانيات تطبيق هائلة في جمع البيانات الإنتاجية، والمراقبة، ونقل البيانات. تستند هذه المقالة إلى تقنية الترددات الراديوية اللاسلكية، حيث يتم تثبيت شريحة RFID على مقبض الأداة، مما يحقق جمع وإدارة معلومات الأداة، ويقلل من تكاليف الإنتاج الشاملة.
 +
+
1 حالة صناعة إدارة الأدوات والاحتياجات
طور الخبراء المحليون والدوليون الذين يعملون في أبحاث إدارة الأدوات العديد من برامج إدارة الأدوات، ولكنها لا تلبي جميع متطلبات إدارة الأدوات، حيث توجد المشكلات التالية في إدارة الأدوات الحالية:
① لا يمكن تحليل سجلات وبيانات دورة حياة الأداة بالكامل، بل يتم جمع ومراقبة معلومات الأداة فقط في نقاط زمنية معينة، ولا يمكن الحصول على البيانات أثناء عدم المعالجة;
② تفتقر إدارة الأدوات التقليدية إلى تبادل المعلومات بين الآلات (M2M)، ولا يمكن تحقيق الإدارة المتكاملة;
③ تهدف حلول إدارة الأدوات الحالية إلى تلبية احتياجات الإنتاج، دون النظر إلى تكاليف الأداة خلال دورة حياتها بالكامل.


لحل المشكلات المذكورة أعلاه، وتحقيق هدف جعل الصناعة أكثر ذكاءً وأتمتة، هناك حاجة ملحة لإدخال تقنيات جديدة لإدارة معلومات الأدوات. تستهدف شركة بالوف إدارة استخدام الأدوات في آلات التشغيل بشكل ذكي، حيث يتم نقل معلمات الأداة إلى الآلة، مما يسمح بإضافة الأداة إلى مخزن أدوات الآلة، لتكون متاحة لبرامج المعالجة. عند الانتهاء من معالجة الأداة، يتم كتابة وقت إنتاج الأداة في شريحة RFID الخاصة بها، مما يحقق جمع معلومات الأداة في الوقت الحقيقي، وتتبع حالة الأداة، وغيرها من الوظائف.
2 جمع وتحديد معلمات نظام إدارة معلومات الأدوات
نظام إدارة معلومات الأدوات هو نظام يتواصل فيه معدات الآلات داخل وحدة التصنيع (مثل آلات التحكم الرقمي بالكمبيوتر، وأجهزة قياس الأدوات، إلخ) مع قارئ RFID، باستخدام تقنية الترددات الراديوية، حيث يتم استخدام تقنية الاتصال التسلسلي بين CNC وقارئ RFID لتحقيق مراقبة وتخزين معلومات الأداة خلال دورة حياتها. تشمل دورة حياة الأداة بالكامل التخطيط، والشراء، والتعريف، والدخول إلى المخزن، والإعارة، والتجميع، والاستخدام، والإرجاع، وإعادة الطحن، والتخلص.


الشرط الأساسي لإدارة أدوات الآلات هو أن تكون الأدوات قد تم تجميعها، وتم قياسها بواسطة جهاز قياس الأدوات. لتحقيق الوظائف المناسبة للأداة، تحتاج الآلة إلى تهيئة مخزن الأدوات، وكتابة وقت معالجة الأداة في شريحة RFID الخاصة بالمقبض. نظرًا لأن نطاق قراءة وكتابة RFID عالي التردد قصير، يجب تقريب الهوائي من علامة RFID باستخدام جهاز هوائي.
(1) تهيئة مخزن أدوات الآلة
لتحقيق النقل الذكي لمعلومات أدوات التحكم الرقمي، يجب الاعتماد أولاً على آلات التحكم الرقمي بالكمبيوتر. لضمان دخول الأداة تلقائيًا إلى مخزن الأدوات عند تحميلها في الآلة، وقراءة معلمات الأداة من علامة RFID إلى مخزن أدوات الآلة، يجب إجراء عملية تهيئة لمخزن أدوات الآلة، وتوضح العملية المحددة كما يلي:
① عند حدوث تغيير في الأدوات في الآلة، تحتاج الآلة إلى التحكم في دوران القرص لمدة دورة كاملة (انظر الشكل 2)، لإعادة تهيئة جميع الأدوات في مخزن أدوات الآلة;
② يجب إجراء العمليات التالية لكل أداة: يقوم CNC بتحريك الأسطوانة لرفع رأس قراءة RFID، وعند وصول الأسطوانة إلى الموضع، يحصل CNC على حالة مفتاح الاستشعار، ويبدأ قارئ RFID في العمل؛ تستمر حالة الأسطوانة لمدة 500 مللي ثانية، يقوم CNC من خلال الاتصال التسلسلي بتحريك قارئ RFID لقراءة شريحة RFID الخاصة بالمقبض؛ يتم سحب الأسطوانة، وعند اكتشاف CNC أن مفتاح الاستشعار المغناطيسي للأسطوانة في الموضع، تستمر الأداة في الدوران;
③ الوظائف التي تحتاج إلى التحكم: إضافة زر إلى واجهة تشغيل CNC، وعند الضغط على هذا الزر، يدور القرص تلقائيًا دورة كاملة، لضمان دوران كل مرة يتم فيها تغيير الأداة دورة كاملة، وتهيئة مخزن أدوات الآلة؛ لا يُسمح بتركيب الأداة مباشرة في مقبض مخزن أدوات الآلة.
(2) تسجيل وقت إنتاج الأداة
عند تفريغ (تجميع) الأداة، يتم كتابة كمية إنتاج الأداة (وقت المعالجة) في نظام إدارة الأدوات. توضح العملية لكتابة وقت معالجة الآلة في شريحة RFID الخاصة بالمقبض كما يلي:
① قبل تفريغ الأداة أو بعد تجميعها، تسجل الآلة الأدوات المستخدمة، وتدور القرص، وتكتب وقت معالجة الأدوات واحدًا تلو الآخر;
② تستمر حالة الأسطوانة لمدة 500 مللي ثانية، يقوم CNC من خلال الاتصال التسلسلي بتحريك قارئ RFID وإجراء عملية كتابة على شريحة RFID الخاصة بالمقبض;
③ يتم سحب الأسطوانة، وعند اكتشاف CNC أن مفتاح الاستشعار المغناطيسي للأسطوانة في الموضع، يستمر القرص في الدوران.
لضمان سير العملية المذكورة أعلاه بسلاسة، يجب إضافة زر إلى واجهة تشغيل CNC، وعند تفريغ الأداة أو بعد تجميعها، يتم الضغط على الزر مرة واحدة، مما يجعل الآلة تدور دورة كاملة، وتكتب وقت استخدام الأداة، مما يحقق في النهاية التحكم في عمر الأداة. عند تنفيذ عملية سير العملية، يجب الانتباه إلى معايير التشغيل.
(3) تخزين بيانات الأداة في شريحة RFID
يعتبر ترميز الأداة معلومات مهمة لتحديد هوية الأداة بشكل فريد، حيث يتم كتابته في RFID، ويتم إدارة كل أداة من خلال ترميز الأداة. عند كتابة البرنامج المناسب، يمكن تحديد القطر الاسمي للأداة، والطول الاسمي، والبرنامج المناسب بناءً على مواصفات الأداة، ثم يتم تقديم تعويضات القطر والطول المناسبة وفقًا للظروف الفعلية. نظرًا لأن نفس الأداة يمكن تركيبها على آلات مختلفة، ويمكن لنفس الآلة معالجة منتجات مختلفة، قد تحدث حالات استثنائية أثناء المعالجة، لذا يجب عرض معلومات المعالجة المذكورة أعلاه أثناء المعالجة. يمكن التحكم في البرنامج لعرض تقرير ديناميكي يظهر ترميز الأداة، والمنتج المعالج، وعدد المنتجات، والمعلومات الاستثنائية، بالإضافة إلى ترميز الأداة، وعمر الأداة، ووقت استخدام الأداة المسجل في RFID.
3 تكوين النظام الصلب وتطوير البرمجيات
يتكون النظام الصلب من علامات إلكترونية (RFID)، وهوائيات، وقارئات، وواجهات بيانات ذات صلة. تعتبر علامة RFID وسيلة نقل البيانات، وتتكون من شريحة ومكونات اقتران، حيث تحتوي كل علامة RFID على ترميز إلكتروني فريد؛ هوائي علامة RFID هو هوائي استجابة علامة RFID، ينقل الإشارات الراديوية بين العلامة ووحدة التحكم من خلال الاستشعار؛ وقارئ RFID هو جهاز يستخدم لقراءة أو كتابة معلومات علامة RFID.
خلاصة
من خلال تثبيت علامات RFID على الأدوات من أجل التعرف على الحياة الكاملة للأداة وقراءة المعلومات وكتابتها، يتم تثبيت قارئ/كاتب على المعدات الرئيسية مثل آلات CNC، كواجهة لتبادل المعلومات بين علامات RFID ونظام التحكم الرئيسي، باستخدام علامات RFID كوسيلة لنقل المعلومات لتحقيق تبادل المعلومات بين الأداة والمعدات الرئيسية وكذلك بين المعدات الرئيسية نفسها، بهدف التنبؤ بعمر الأداة. يمكن أن تحقق الحلول الجديدة إدارة كاملة لعمر الأداة، وتقليل مخزون الأدوات بنسبة 20%، وتقليل تكلفة الأدوات بنسبة 10%، وتقليل وقت التحضير بنسبة 15%، وزيادة كفاءة المعدات بنسبة 10%، وتقليل وقت التسليم بنسبة 10%، وتقليل التكلفة الإجمالية بأكثر من 15%.
الأخبار ذات الصلة
دان الجديد

شركة Nanjing Arrow Chushi Industry and Trade Co. ، Ltd.
الهاتف:+ 86 025 84958290
العنوان: رقم 105 ، المبنى 8 ، المنطقة 8 ، سوق Lingxin ، منطقة Jiangning ، Nanjing
روابط ودية:متجر علي الطبيب بالقطع